كبار الموردين الصين آلة مخرطة الثقيلة مع عجلة طحن لتحويل اسطوانة لفة المعادن
من خلال الإصرار على "الجودة العالية والتسليم الفوري والأسعار التنافسية"، قمنا الآن بتأسيس تعاون طويل الأمد مع المستهلكين من الخارج والداخل على حد سواء والحصول على تعليقات كبيرة للعملاء الجدد والقدامى لكبار الموردين في الصين آلة المخرطة الثقيلة مع عجلة الطحن بالنسبة لخراطة أسطوانة لفة المعادن، نحن، بأذرع مفتوحة، ندعو جميع المشترين المهتمين للذهاب إلى صفحة الويب الخاصة بنا أو الاتصال بنا على الفور للحصول على مزيد من المعلومات.
الإصرار على "الجودة العالية والتسليم الفوري والأسعار التنافسية" ، قمنا الآن بتأسيس تعاون طويل الأمد مع المستهلكين من الخارج والداخل على حد سواء والحصول على تعليقات كبيرة للعملاء الجدد والقدامىالصين مخرطة cnc, آلة المخرطة الأفقية، الطلبات المخصصة مقبولة بدرجات جودة مختلفة وتصميم خاص للعميل. نحن نتطلع إلى إقامة تعاون جيد وناجح في الأعمال التجارية بشروط طويلة من العملاء من جميع أنحاء العالم.
تحليل تكنولوجيا محاور السيارات

محور السيارات
يشار إلى المحاور ذات العجلات الموجودة على جانبي الهيكل السفلي (الإطار) بشكل جماعي باسم محاور السيارات، وتسمى المحاور ذات قدرات القيادة عمومًا بالمحاور. والفرق الرئيسي بين الاثنين هو ما إذا كان هناك محرك في منتصف المحور (المحور). في هذه الورقة، يسمى محور السيارة مع وحدة القيادة بمحور السيارة، والمركبة التي لا تحتوي على محرك تسمى محور السيارة لإظهار الفرق.
مع تزايد الطلب على الخدمات اللوجستية والنقل، أصبح تفوق محاور السيارات، وخاصة المقطورات وشبه المقطورات، في النقل المهني والعمليات الخاصة أكثر وضوحا، وزاد الطلب في السوق بشكل كبير.
تقوم هذه التكنولوجيا بتحليل عملية تصنيع المحور، ونأمل في مساعدة العملاء على اختيار آلة CNC أكثر ملاءمة.


تصنيف محور السيارة:
تختلف أنواع المحاور حسب نوع الفرامل، وتنقسم إلى: محاور الفرامل القرصية، ومحاور الفرامل الأسطوانية، وغيرها.
وفقًا لحجم هيكل قطر العمود، فهو مقسم إلى: المحور الأمريكي، المحور الألماني؛ إلخ.
حسب الشكل والبنية تنقسم إلى:
الكل: محور الأنبوب المربع الصلب، محور الأنبوب المربع المجوف، المحور الدائري المجوف؛
الجسم المقسم: رأس العمود + لحام أنبوب العمود المجوف.
من محتوى معالجة المحور، ترتبط المحاور الصلبة والمجوفة باختيار معدات المعالجة.
فيما يلي تحليل عملية إنتاج المحور بأكمله (مقسم أيضًا إلى أنبوب صلب ومجوف؛ أنبوب مربع وأنبوب دائري)، والمحور المقسم (رأس عمود صلب ومجوف + لحام أنبوب عمود مجوف)، على وجه الخصوص، عملية التصنيع يتم تحليلها لتحديد الجهاز الأكثر ملاءمة بشكل أفضل.
عملية الإنتاج والآلة لمحاور السيارات:
1. عملية الإنتاج التقليدية للمحور الكلي:

من عملية إنتاج المحور المذكورة أعلاه، هناك حاجة إلى ثلاثة أنواع على الأقل من أدوات الآلة لإكمال المعالجة: آلة الطحن أو آلة الثقب على الوجهين، مخرطة CNC، آلة الحفر والطحن، ومخرطة CNC تحتاج إلى الدوران (بعض العملاء لديهم تم اختيار مخرطة CNC ذات الرأس المزدوج). فيما يتعلق بمعالجة الخيط، إذا تم إخماد قطر العمود، تتم معالجته بعد التبريد؛ إذا لم يكن هناك تبريد، تتم معالجته في OP2 وOP3، ويتم حذف أدوات آلة التسلسل OP4 وOP5.

من عملية الإنتاج الجديدة، يمكن استبدال آلة الطحن المستخدمة في التصنيع (المحور الصلب) أو آلة الثقب على الوجهين (المحور المجوف) بالإضافة إلى مخرطة CNC والطحن التقليدي OP1 وتسلسل الدوران OP2 وOP3 وحتى الحفر والطحن OP5 بواسطة مخرطة CNC ذات النهاية المزدوجة OP1.
بالنسبة للمحاور الصلبة حيث لا يتطلب قطر العمود التبريد، يمكن إكمال جميع محتويات المعالجة في إعداد واحد، بما في ذلك طحن الأخاديد الرئيسية وحفر الثقوب الشعاعية. بالنسبة للمحاور المجوفة حيث لا يتطلب قطر العمود التبريد، يمكن تحقيق معيار تثبيت التحويل التلقائي في أداة الآلة، ويمكن إكمال محتوى المعالجة بواسطة أداة آلة واحدة.
اختر مخارط CNC الخاصة ذات المحور المزدوج لتصنيع المحاور مما يؤدي إلى تقصير مسار المعالجة بشكل كبير، كما سيتم أيضًا تقليل نوع وكمية أدوات الماكينة المحددة.
3. عملية إنتاج المحور المقسم:

من العملية المذكورة أعلاه، يمكن أيضًا اختيار معدات المعالجة لأنبوب المحور قبل اللحام كمخرطة CNC ذات طرفين. لمعالجة المحور بعد اللحام، يجب أن تكون مخرطة CNC الخاصة للمحاور ذات النهاية المزدوجة هي الخيار الأول: معالجة متزامنة في كلا الطرفين، كفاءة معالجة عالية ودقة تصنيع جيدة. إذا كانت هناك حاجة إلى تصنيع مسار المفتاح والثقب الشعاعي في كلا طرفي المحور، فيمكن أيضًا تجهيز الماكينة بحامل أداة كهربائية لمعالجة مجرى المفتاح والفتحة الشعاعية معًا.
4. ميزة وميزة آلة اختيار العملية الجديدة :
1) تركيز العملية، وتقليل أوقات تثبيت قطع العمل، وتقليل وقت المعالجة الإضافي، باستخدام تكنولوجيا المعالجة المتزامنة في كلا الطرفين، تم تحسين كفاءة الإنتاج بشكل كبير.
2) التثبيت لمرة واحدة، والمعالجة المتزامنة في كلا الطرفين تعمل على تحسين دقة المعالجة والمحورية للمحور.
3) تقصير عملية الإنتاج، وتقليل دوران الأجزاء في موقع الإنتاج، وتحسين كفاءة استخدام الموقع، والمساعدة في تحسين تنظيم وإدارة الإنتاج.
4) نظرًا لاستخدام معدات المعالجة عالية الكفاءة، يمكن تجهيزها بأجهزة التحميل والتفريغ وأجهزة التخزين لتحقيق الإنتاج الآلي بالكامل وتقليل تكاليف العمالة.
5) يتم تثبيت قطعة العمل في الموضع المتوسط، ويكون التثبيت موثوقًا به، ويكون عزم الدوران المطلوب لقطع أداة الآلة كافيًا، ويمكن إجراء كمية كبيرة من الدوران.
6) يمكن تجهيز أداة الآلة بجهاز كشف أوتوماتيكي، خاصة للمحور المجوف، والذي يمكن أن يضمن السمك الموحد للمحور بعد التشغيل الآلي.
7) بالنسبة للمحاور المجوفة، عند الانتهاء من الفتحات الداخلية عند طرفي جهاز التسلسل OP1، سيستخدم العميل التقليدي أحد الطرفين لرفع المشبك والطرف الآخر لاستخدام غراب الذيل لتشديد قطعة العمل للتحول، ولكن حجم الثقب الداخلي مختلف. بالنسبة للثقب الداخلي الأصغر، تكون صلابة الشد غير كافية، وعزم الدوران العلوي غير كافٍ، ولا يمكن إكمال القطع الفعال.
بالنسبة للمخرطة الجديدة ذات الوجهين، المحور المجوف، عند الانتهاء من الفتحات الداخلية على طرفي السيارة، تقوم الماكينة تلقائيًا بتبديل وضع التثبيت: يتم استخدام الطرفين لتشديد قطعة العمل، ويطفو المحرك الأوسط على قطعة العمل لنقل عزم الدوران.
8) يمكن تحريك غراب الرأس مع قطعة العمل الهيدروليكية المدمجة في الاتجاه Z للآلة. يمكن للعميل الاحتفاظ بالموضع في الأنبوب المربع الأوسط (الأنبوب الدائري)، وموضع اللوحة السفلية وموضع قطر العمود للمحور حسب الحاجة.
5.الخلاصة:
في ضوء الوضع المذكور أعلاه، فإن استخدام مخارط CNC ذات النهاية المزدوجة لتصنيع محاور السيارات له مزايا كبيرة مقارنة بالعمليات التقليدية. إنها تقنية تصنيع متقدمة يمكنها أن تحل محل الأدوات الآلية التقليدية من حيث عملية الإنتاج وهيكل الآلة.
القسم الأوسط من
6. حالة العملاء المحور

مقدمة خاصة لمخرطة CNC ذات المحور المزدوج
نطاق معالجة المحور: ∮50-200mm، □50-150mm، طول المعالجة: 1000-2800mm
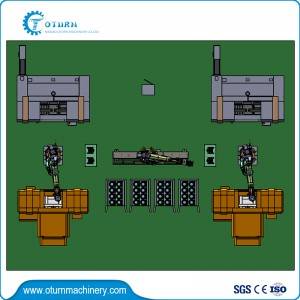
هيكل الآلة ومقدمة الأداء
تعتمد أداة الآلة تخطيط السرير المائل بـ 45 درجة، والذي يتميز بالصلابة الجيدة وسهولة إخلاء الرقاقة. يتم ترتيب غراب الرأس مع وظيفة تثبيت المحرك الوسيط في منتصف السرير، ويتم ترتيب حاملي الأدوات على جانبي صندوق المغزل. الحد الأدنى لطول التثبيت للآلة هو 1200 ملم والحد الأقصى لطول القطع هو 2800 ملم. تم اعتماد دليل التدحرج، وكل عمود تغذية مؤازر يستخدم برغي كروي عالي كتم الصوت، ويتم توصيل الوصلة المرنة مباشرة، والضوضاء منخفضة، ودقة تحديد المواقع ودقة تحديد المواقع المتكررة عالية.
■الآلة مزودة بنظام تحكم ثنائي القناة. يمكن ربط حاملي الأدوات بالمغزل في نفس الوقت أو بشكل منفصل لإكمال المعالجة المتزامنة أو المتسلسلة لطرفي الجزء.
■الآلة مزودة بغراب رأس مزدوج. يتم تثبيت غراب الرأس الرئيسي في منتصف السرير، ويقوم المحرك المؤازر بتزويد العمود الرئيسي بالطاقة من خلال الحزام المسنن. يتم تثبيت صندوق المغزل الفرعي على سكة التوجيه السفلية لأداة الماكينة، وهو محوري مع صندوق المغزل الرئيسي، ويمكن تحريكه محوريًا بواسطة محرك مؤازر لتسهيل تحميل وتفريغ الأجزاء، كما أنه مناسب لضبط أدوات التثبيت المختلفة المواقف. عند تصنيع الأجزاء، يتم قفل قاعدة المغزل الفرعي بسكة الماكينة. يتم ضمان الدقة المحورية لغرابي الرأس من خلال عملية التصنيع، مما يؤدي إلى درجة أعلى من تركيز الأجزاء المُشكَّلة.


■يدمج غراب الرأس نظام المغزل والتركيب ونظام توزيع الزيت، وله هيكل مدمج وتشغيل موثوق. يتم تحديد قطر التثبيت المحدد وعرض غراب الرأس من خلال أجزاء المحور الخاصة بالعميل.
يتم إبطاء غراب الرأس الرئيسي من خلال مرحلتين من الحزام والتروس، مما يتيح للمغزل إنتاج عزم دوران كبير. يتم تثبيت المشبك على الطرف الأيسر من غراب الرأس الرئيسي والطرف الأيمن من غراب الرأس الفرعي على التوالي لتحقيق تثبيت الأجزاء. عندما يدفع غراب الرأس الرئيسي الأجزاء إلى الدوران، فإن أجزاء تثبيت مشبك غراب الرأس الفرعي تدور مع غراب الرأس الرئيسي.



تم تجهيز الجهاز بثلاث أسطوانات شعاعية (أربع أسطوانات شعاعية إذا تم تثبيت كل من المادة المستديرة والمادة المربعة)، ويتم تبادل المكبس عن طريق الضغط الهيدروليكي، ويتم تثبيت المخالب في نهاية المكبس لتحقيق الذات توسيط الأجزاء. لقط. من السهل والسريع تغيير المخالب عند تغيير الأجزاء. يتم ضبط قوة التثبيت بواسطة الضغط الهيدروليكي للنظام الهيدروليكي. عندما يتم تشكيل الجزء، يدور المشبك مع العمود الرئيسي، ويقوم نظام توزيع الزيت بتزويد المشبك بالزيت، بحيث يكون للمشبك قوة تثبيت كافية أثناء الدوران. يتميز المشبك بمزايا قوة التثبيت الكبيرة وضربة المخلب الكبيرة.
■من أجل حل مشكلة سماكة الجدار الموحدة بعد معالجة المحور المجوف للعميل، يمكن تجهيز الماكينة بجهاز فحص قطع العمل الأوتوماتيكي. بعد اكتمال تثبيت المحور، تكتشف قطعة العمل تلقائيًا أن المسبار يمتد ويقيس موضع قطعة العمل؛ وبعد الانتهاء من القياس، يتراجع الجهاز إلى المساحة المغلقة.


بالنسبة لعمليات المعالجة المختلفة للمحاور المجوفة، إذا تم استخدام موضع المحمل كمرجع للتثبيت، فيمكن اختيار هيكل الماكينة مع التثبيت والتثبيت التلقائي، ويتم توفير غراب الذيل القابل للبرمجة على جانبي رؤوس المغزل الرئيسية والمساعدة لتلبية متطلبات آلة واحدة. ومن المتوقع إكمال معالجة خطوتين في وقت واحد. وفي الوقت نفسه، فإنه يجعل أجزاء التحميل والتفريغ الأوتوماتيكية تتمتع بخيارات أكثر وأفضل.
■ يمكن تجهيز حاملي الأدوات اليسرى واليمنى بحاملي الأدوات الدوارة العادية أو أبراج الطاقة. لديهم وظائف الحفر والطحن، والتي يمكنها إكمال الحفر والطحن للأجزاء الرئيسية.
■إن أداة الآلة مغلقة بالكامل ومجهزة بجهاز تشحيم تلقائي وجهاز إزالة الرقائق تلقائيًا (أمامي). إنه يتميز بأداء حماية جيد، مظهر جميل، تشغيل سهل وصيانة مريحة.
■يتم تحديد مواصفات الماكينة التفصيلية وتكويناتها وفقًا لمتطلبات المحور ومتطلبات العملاء، ولن يتم تكرارها هنا.



شكرا لاهتمامكم!من خلال الإصرار على "الجودة العالية والتسليم الفوري والأسعار التنافسية"، قمنا الآن بتأسيس تعاون طويل الأمد مع المستهلكين من الخارج والداخل على حد سواء والحصول على تعليقات كبيرة للعملاء الجدد والقدامى لكبار الموردين في الصين آلة المخرطة الثقيلة مع عجلة الطحن بالنسبة لخراطة أسطوانة لفة المعادن، نحن، بأذرع مفتوحة، ندعو جميع المشترين المهتمين للذهاب إلى صفحة الويب الخاصة بنا أو الاتصال بنا على الفور للحصول على مزيد من المعلومات.
كبار الموردين الصين مخرطة CNC، آلة المخرطة الأفقية، الطلبات المخصصة مقبولة بدرجات جودة مختلفة وتصميم خاص للعميل. نحن نتطلع إلى إقامة تعاون جيد وناجح في الأعمال التجارية بشروط طويلة من العملاء من جميع أنحاء العالم.