V5-1000A مركز تصنيع 5 محاور


مركز تصنيع عمودي ذو خمسة محاور
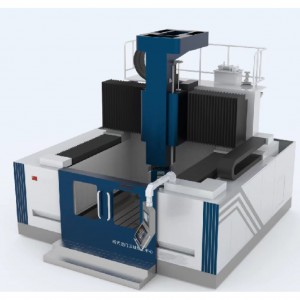
يتبنى مركز التصنيع خماسي المحاور V5-1000A هيكلًا مستقرًا مغلقًا ومجهزًا بمغزل كهربائي قياسي ، ومنضدة CNC ذات محرك مباشر ثنائي المحور ، ومجلة أدوات مؤازرة ذات سلسلة أفقية.يمكن أن تحقق معالجة عالية السرعة وعالية الدقة وفعالة للأجزاء المعقدة.يستخدم على نطاق واسع في التصنيع الجديد لمركبات الطاقة ، ومكابس الطيران المتكاملة ، ودفاعات التوربينات البخارية ، والقوالب وغيرها من المنتجات.
1. التخطيط العام للآلة

يعتمد مركز المعالجة خماسي المحاور V5-1000A هيكلًا عملاقًا ثابتًا ، ويتم تثبيت العمود على القاعدة ، وتتحرك الحزمة طوليًا على طول العمود (اتجاه Y) ، وتتحرك اللوحة المنزلقة بشكل جانبي على طول الشعاع (اتجاه X) ، و يتحرك غراب الرأس عموديًا على طول اللوحة المنزلقة (اتجاه Z).منضدة العمل تتبنى هيكل مهد الدفع المباشر المطور ذاتيًا ، وقد وصلت مؤشرات الأداء المختلفة إلى المستوى المتقدم الدولي.


2. نظام التغذية
تعتمد المحاور X و Y و Z صلابة عالية جدًا ، وأدلة خطية عالية الدقة ومسامير كروية عالية الأداء ، مع احتكاك ديناميكي وثابت منخفض ، وحساسية عالية ، واهتزاز منخفض بسرعة عالية ، وعدم حدوث زحف عند السرعة المنخفضة ، والمواضع العالية الدقة ، وأداء محرك سيرفو ممتاز.
يتم توصيل محركات مؤازرة المحور X ، Y ، Z بمسامير كروية عالية الدقة من خلال مخفضات دقيقة ، مع تغذية مرنة ، وتحديد المواقع بدقة ، ودقة نقل عالية.
المحرك المؤازر Z- لديه وظيفة الفرامل.في حالة انقطاع التيار الكهربائي ، يمكن أن تمسك الفرامل تلقائيًا لإمساك عمود المحرك بإحكام حتى لا يتمكن من الدوران ، الأمر الذي يلعب دورًا في حماية السلامة.
3. المغزل الكهربائي
يعتمد المغزل الآلي على المغزل الميكانيكي BT50 المطور ذاتيًا (المغزل الميكانيكي HSKA100 اختياري) ، والنهاية مجهزة بمفصل رش حلقي لتبريد الأداة.يتميز بمزايا السرعة العالية والدقة العالية والاستجابة الديناميكية العالية وما إلى ذلك ، ويمكنه تحقيق تنظيم السرعة بدون خطوات ، والتشفير المدمج عالي الدقة ، ويمكنه تحقيق توقف دقيق للاتجاه والتنصت الصارم.


4. القرص الدوار
تم تجهيز القرص الدوار ذو المحور المزدوج المطوَّر ذاتيًا بجهاز تشفير مطلق عالي الدقة ويتم تبريده بواسطة مبرد ماء عند درجة حرارة ثابتة.تتميز بالصلابة العالية والدقة العالية والاستجابة الديناميكية العالية.تتبنى طاولة العمل فتحات T شعاعية 5-18mm ، والحمل المسموح به هو 2000kg (موزعة بالتساوي)


5. مجلة أداة
تتبنى مجلة الأدوات مجلة أداة المؤازرة ذات السلسلة الأفقية BT50 ، والتي يمكن أن تستوعب 30 أداة.

6. نظام التغذية الراجعة حلقة مغلقة بالكامل
تم تجهيز المحاور الخطية X ، Y ، Z بمسطرة صريف ذات قيمة مطلقة HEIDENHAIN LC195S ؛تم تجهيز الطاولات الدوارة A و C بمشفرات زاوية القيمة المطلقة HEIDENHAIN RCN2310 لتحقيق تغذية مرتدة كاملة الحلقة المغلقة من 5 محاور تغذية ، مما يضمن دقة عالية ودقة عالية في الاحتفاظ بالماكينة.


7. نظام التبريد والهواء المضغوط
مجهزة بمضخة تبريد كبيرة التدفق وخزان مياه لتوفير تبريد كافٍ للأدوات وقطع العمل.وجه طرف غراب الرأس مجهز بفوهات تبريد ، والتي يمكن التحكم فيها عن طريق كود M أو لوحة التحكم.
مجهزة بمبرد مياه للتبريد بدرجة حرارة ثابتة ، لضمان أن المغزل الكهربائي وصندوق الدوران المباشر في حالة عمل جيدة ويمكنهما العمل بكفاءة لفترة طويلة.
يعتمد النظام الهوائي على مكونات تعمل بالهواء المضغوط للترشيح ، ويدرك وظائف التنظيف ونفخ الفتحة المستدقة للمغزل ، وحماية مانع تسرب الهواء لمحمل المغزل ، ونفخ وتنظيف المسطرة المحززة.
8. نظام تزييت مركزي
يتم تشحيم كل من الكتلة المنزلقة لقضيب التوجيه وصمولة اللولب الكروي بشحم رقيق ، ويتم توفير التزييت بشكل منتظم وكمي لضمان دقة واستقرار اللولب الكروي وسكة التوجيه.
9. نظام التشحيم بالزيت والغاز
المغزل الكهربائي مجهز بجهاز تزييت زيت وغاز مستورد ، والذي يمكنه تشحيم وتبريد المغزل بالكامل.يمكن لجهاز الاستشعار أن يوفر إنذار تشحيم غير طبيعي ، والذي يمكن أن يضمن بشكل فعال أن المغزل يمكنه العمل بثبات بسرعة عالية لفترة طويلة.
10. نظام قياس الشغل
الجهاز مجهز بمسبار راديو Renishaw RMP60 ، يستخدم بالاقتران مع مستقبل RMI ، تردد العمل هو 2400 ميجاهرتز إلى 2483.5 ميجاهرتز ، وتكرار القياس أحادي الاتجاه أقل من أو يساوي 1 ميكرومتر (480 مم / دقيقة سرعة القياس ، باستخدام a قلم قياس 50 مم) ، ودرجة حرارة العمل المطبقة هي 5 ° C إلى 55 ° C.


11. نظام قياس الأدوات
الآلة مجهزة بجهاز ضبط أدوات الليزر Renishaw NC4 ، وتكرار القياس هو ± 0.1um ، ودرجة حرارة العمل من 5 ° C إلى 50 ° C.

12. وظيفة المعايرة بدقة خمسة محاور
تم تجهيز الماكينة بمجموعة أدوات فحص خط المحور الدوار AxiSet Check-Up من Renishaw ، مقترنة بنظام قياس قطعة العمل RMP60 ، مما يتيح لمستخدمي الماكينة التحقق بسرعة ودقة من حالة المحاور الدوارة وتحديد المشكلات التي تسببها التغيرات في درجة الحرارة والرطوبة ، أو تصادم الماكينة أو ارتداء أو مسيل للدموع.يمكن ضبط فحوصات الأداء وتحديد موقعها بسرعة ، وقياس الأداء ورصد كيفية تغير الآلات المعقدة بمرور الوقت.

13. حماية الآلة
تتبنى الماكينة غطاء حماية شامل مغلق بالكامل يلبي معايير السلامة لمنع تناثر سائل التبريد والرقائق ، وضمان التشغيل الآمن ، والحصول على مظهر جميل.تم تجهيز X-direction للماكينة بغطاء واقي مدرع ، والذي يمكنه حماية سكة التوجيه والمسمار الكروي بشكل فعال.
14. ظروف عمل الآلة
(1) مزود الطاقة: 380V ± 10٪ 50HZ ± 1HZ تيار متناوب ثلاثي الأطوار
(2) درجة الحرارة المحيطة: 5 -40 ℃
(3) أفضل درجة حرارة: 20 ℃ ± 2 ℃
(4) الرطوبة النسبية: 20-75٪
(5) ضغط مصدر الهواء: 6 ± 1 بار
(6) تدفق مصدر الهواء: 500 لتر / دقيقة
15. وظيفة إدخال نظام CNC
تكوين نظام Siemens 840Dsl.730 CNC
| العنصر
| اسم
| ملاحظات
|
| وظائف النظام | مكافئ الحد الأدنى للنبض | المحور الخطي 0.001 مم ، المحور الدوار 0.001 درجة |
| معدل التغذية بالدقيقة / الثورة | ||
| التغذية والاجتياز السريع | ||
| تجاوز معدل التغذية 0 120٪ | ||
| حد سرعة المغزل | ||
| قطع سرعة المغزل الثابتة | ||
| مراقبة المغزل | ||
| تجاوز المغزل 50 ~ 120٪ | ||
| عرض سرعة المغزل | ||
| الإطار | إدراك تحويل النظام المنسق والتشغيل المائل | |
| تبديل نظام القياس المباشر / غير المباشر | ||
| وظيفة التطلع إلى الأمام أو وظيفة التطلع إلى الأمام | ||
| يؤدي المسمار تعويض خطأ الملعب | ||
| تعويض أخطاء نظام القياس | ||
| تعويض الخطأ الرباعي | ||
| تعويض رد الفعل العكسي | ||
| إدارة الأدوات | ||
| تكوين الأجهزة | عدد محاور التحكم | X ، Y ، Z ، A ، C خمسة محاور إحداثيات ومحور رئيسي واحد |
| التحكم في عدد المحاور في وقت واحد | X ، Y ، Z ، A ، C رابط من خمسة محاور | |
| اسم المحور | X ، Y ، Z ، A ، C ، SP | |
| مراقب | شاشة LCD ملونة مقاس 15 بوصة ، عرض نص باللغة الصينية / الإنجليزية | |
| لوحة التشغيل | OP015 لوحة مفاتيح CNC كاملة الوظائف | |
| واجهة الاتصال بين الإنسان والآلة | التكوين القياسي TCU | |
| لوحة تحكم الآلة | لوحة تحكم SINUMERIK MCP 483C PN ، 50 مفتاحًا ميكانيكيًا مع LED ، مع PROFINET ، واجهة إيثرنت صناعية | |
| وحدة التشغيل المحمولة | ||
| واجهة لوحة مفاتيح قياسية | ||
| واجهة إيثرنت | متكامل في NCU (وظيفة شبكة ورشة عمل مفتوحة) | |
| منفذ USB | 3 × 0.5 أمبير USB مدمج في TCU | |
| برنامج PLC | PLC317-3PN / موانئ دبي | |
| وظيفة الاستيفاء | وقفة تغذية | |
| قطع الخيط | ||
| قطع متزامن | ||
| ثلاثة إحداثيات استيفاء خطي | ||
| الاستيفاء الدائري التعسفي ثنائي الإحداثيات | ||
| الاستيفاء الحلزوني | ||
| التنصت / التنصت الجامد | ||
| برمجة | الشطب / التقريب المفرط | |
| محرر البرنامج | يتوافق مع معيار DIN66025 ، مع ميزات البرمجة اللغوية عالية المستوى | |
| البرمجة المطلقة أو المتزايدة | ||
| متغير المستخدم ، قابل للتعيين | ||
| برنامج القفزات والفروع | ||
| برنامج الماكرو | ||
| تنسيق ترجمة النظام والتناوب | ||
| البرمجة والتشغيل الآلي في وقت واحد | ||
| تعليمات البرنامج للعودة إلى النقطة المرجعية | ||
| برمجة الكونتور وبرمجة الدورة المعلبة | ||
| الانعكاس والتحجيم | ||
| اختيار الطائرة | ||
| نظام إحداثيات الشغل | ||
| دورة الحفر والطحن المعلبة | ||
| تعويض الصفر | ||
| البحث عن الحظر | ||
| البحث عن رقم البرنامج | ||
| تحرير الخلفية | ||
| حماية البرنامج | ||
| حدد البرنامج حسب الدليل | ||
| الدوال الحسابية والمثلثية | ||
| المقارنة والعمليات المنطقية | ||
| حزمة برامج تشغيل خماسي المحاور | خمسة محاور التحولتعويض أداة خماسية المحاور ؛وظيفة الدوران حول مركز الأداة (RTCP) | |
| وظيفة حماية السلامة | حدود منطقة المعالجة القابلة للبرمجة | |
| وظيفة اختبار البرنامج | ||
| التوقف في حالات الطوارئ | ||
| مراقبة حدود البرمجيات | ||
| مراقبة الكفاف | ||
| كشف الاصطدام الكنتوري | ||
| مراقبة ثابتة | ||
| مراقبة الموقع | ||
| مراقبة السرعة | ||
| قيود منطقة المعالجة | ||
| حد عزم الدوران | ||
| وظائف السلامة دوائر قياس مراقبة الساعة ، الحرارة الزائدة ، البطارية ، الجهد ، الذاكرة ، مفاتيح الحد ، مراقبة المروحة | ||
| طريقة التشغيل | أوتوماتيكي | |
| تعديل JOG (يدوي) | ||
| عملية العجلة اليدوية | ||
| MDA إدخال البيانات اليدوي | ||
| تشخيصات NC و PLC مع عرض النص وشاشة التوقف | ||
| التشغيل والعرض | عرض وظيفة التشخيص الذاتي | بما في ذلك الوضع REF ، الوضع المتزايد (x1 ، x10 ، x100) |
| عرض الموقع الحالي | ||
| عرض رسومي | ||
| عرض البرنامج | ||
| عرض خطأ البرنامج | ||
| عرض خطأ العملية | ||
| عرض سرعة القطع الفعلية | ||
| عرض القائمة الصينية والإنجليزية | ||
| عرض معلومات التنبيه | ||
| مجموعات متعددة من مجموعات تعليمات M-code | ||
| دعم نقل بيانات ناقل PROFINET | ||
| اتصال البيانات | منفذ USB | يتم نسخ بيانات NC وبيانات وبرامج PLC احتياطيًا إلى قرص U من أجل بيانات الإدخال والإخراج |
| نقل بيانات إيثرنت | عبر واجهة إيثرنت |
المعلمة الرئيسية
| العنصر | تحديد | وحدة | |||
| منضدة
| حجم مكتب العمل | φ 1000 × 800 | mm | ||
| الحمولة القصوى المسموح بها | 2000 | kg | |||
| حجم فتحة T | 5 × 18 | 个 × مم | |||
| يتم المعالجة مجال
| المحور س | 1150 | mm | ||
| المحور ص | 1300 | mm | |||
| المحور Z | 900 | mm | |||
| المحور أ | -150 ~ + 130 | ° | |||
| المحور C | 360 | ° | |||
| المسافة من وجه نهاية المغزل إلى طاولة العمل | الأعلى | 1080 | mm | ||
| دقيقة | 180 | mm | |||
| مغزل
| ثقب مخروط | BT50 | |||
| تصنيف سريع | 1500 | ص / دقيقة | |||
| السرعة القصوى | 10000 | ||||
| عزم الإخراج S1 / S6 | 191/236 | نانومتر | |||
| قوة محرك المغزل S1 / S6 | 30/37 | kW | |||
| محور
| تحرك بسرعة | المحور س | 25 | م / دقيقة | |
| المحور ص | 25 | ||||
| المحور Z | 25 | ||||
| سرعة القرص الدوار القصوى | المحور أ | 15 | دورة في الدقيقة | ||
| المحور C | 30 | دورة في الدقيقة | |||
| X / Y / Z قوة محرك المحور | 3.1 / 4.4 / 2 | kW | |||
| قوة المحرك لمحور A / C | 6.3 * 2 / 9.4 | kW | |||
| المحور أ | تصنيف عزم الدوران | 4000 × 2 | نانومتر | ||
| المحور C | تصنيف عزم الدوران | 3000 | نانومتر | ||
| أقصى معدل تغذية | X / Y / Z | 25 | م / دقيقة | ||
| تكييف | 15/30 | دورة في الدقيقة | |||
| مجلة أداة
| شكل مجلة أداة | عرضي | |||
| طريقة اختيار الأداة | اتجاهين اختيار أقرب أداة | ||||
| سعة مجلة الأداة | 30 | T | |||
| أقصى طول للأداة | 400 | mm | |||
| أقصى وزن للأداة | 20 | kg | |||
| أقصى قطر رأس القاطع | مليئة بالسكاكين | φ125 | mm | ||
| أداة فارغة مجاورة | φ180 | mm | |||
| موقع الاحكام | المعيار التنفيذي | GB / T20957.4 (ISO10791-4) | |||
| المحور س / المحور ص / المحور ع | 0.008 / 0.008 / 0.008 | mm | |||
| المحور B / المحور C. | 8/8 | ||||
| كرر موقع الاحكام | المحور س / المحور ص / المحور ع | 0.006 / 0.006 / 0.006 | mm | ||
| المحور B / المحور C. | 6/6 | ||||
| وزن الآلة | 33000 | kg | |||
| إجمالي السعة الكهربائية | 80 | كيلو فولت أمبير | |||
| حجم المخطط التفصيلي للآلة | 7420 × 4770 × 4800 | mm | |||
قائمة التكوين
اساسي
|
| 1. المكونات الرئيسية (بما في ذلك القاعدة ، العمود ، العارضة ، اللوحة المنزلقة ، صندوق المغزل) |
| 2. نظام تغذية ثلاثي المحاور X ، Y ، Z | |
| 3. نوع المهد القرص الدوار AC1000 | |
| 4. المغزل الكهربائي | |
| 5. نظام التحكم الكهربائي (بما في ذلك الخزانة الكهربائية ، وحدة الطاقة ، وحدة المؤازرة ، PLC ، لوحة التشغيل ، الشاشة ، الوحدة المحمولة ، مكيف الهواء بالخزانة الكهربائية ، إلخ.) | |
| 6. النظام الهيدروليكي | |
| 7. نظام هوائي | |
| 8. نظام تزييت مركزي | |
| 9. مبرد مياه | |
| 10. ناقل الرقائق ، خزان المياه ، مجمع الرقائق | |
| 11. صريف المسطرة | |
| 12. غطاء حماية السكك الحديدية | |
| 13. آلة الغطاء الواقي الشامل | |
| 14. نظام قياس الشغل | |
| 15. أداة تحديد الصك | |
| 16. وظيفة المعايرة بدقة خمسة محاور | |
|
| 1. 1 شهادة المطابقة 2. قائمة التعبئة 1 نسخة 3. 1 مجموعة من دليل الآلة (النسخة الإلكترونية) 4. بيانات الجهاز الاحتياطي 1 مجموعة (يو القرص) 5.840D دليل تشخيص الإنذار 1 مجموعة (النسخة الإلكترونية) / 828D دليل التشخيص نسخة واحدة (النسخة الإلكترونية) 6.840D دليل تشغيل الطحن نسخة واحدة (نسخة إلكترونية) / دليل تشغيل 828D نسخة واحدة (نسخة إلكترونية) دليل البرمجة 840D 1 الجزء الأساسي (النسخة الإلكترونية) / دليل البرمجة 828D 1 (النسخة الإلكترونية) |
| العنصر | العلامات التجارية |
| X / Y / Z محور المحرك والقيادة | سيمنز ، ألمانيا |
| سلسلة الطاقة | igus ألمانيا |
| تحمل المسمار | اليابان NSK / NACHI |
| أدلة خطية | شنيبرغ ، ألمانيا |
| مجلة أداة | اوكادا |
| مخفض | ستوبر ، ألمانيا |
| تزييت مركزي | اليابان |
| الكرة اللولبية | شوتون ، أسبانيا |
| مكونات تعمل بالهواء المضغوط | SMC اليابان |
| مكيف هواء خزانة كهربائية | الصين |
| مبرد مياه | الصين |
| صريف الحاكم | هايدنهاين ، ألمانيا |
| نظام قياس الشغل | رينيشاو ، المملكة المتحدة |
| نظام قياس الأدوات | رينيشاو ، المملكة المتحدة |
| باترس مع آلة | تحديد | كمية |
| فراش آلة حديد |
| 8 مجموعات |
| مسامير التثبيت |
| 8 مجموعات |
| خواتم | مسييه 30 | 2 قطعة |
| خواتم | مسييه 36 | 2 قطعة |
| الحمالات |
| 1 مجموعة |
| مفتاح ألين | 10 | 1 |
| مفتاح ألين | 12 | 1 |
| مفتاح ألين | 14 | 1 |
| مفتاح ألين | 19 | 1 |
| جبل المحور Z |
| 1 |
| جبل المحور X |
| 1 |
| تحديد المحور ص |
| 1 |
شكرا على انتباهك!